Bí quyết sản xuất dây cáp điện hoàn hảo - Phần 4: Xoắn dây
Khi sản xuất dây cáp điện và dây điện, mọi chi tiết nhỏ đều đóng vai trò vô cùng quan trọng. Trong phần bốn, chúng ta sẽ cùng tìm hiểu cách xoắn các loại dây cáp.
Quá trình xoắn dây ở dây cáp điện
Tầm quan trọng của việc xoắn dây
Sau khi cách điện dây cáp điện ở bước thứ 3, bước tiếp theo của quy trình là nối các lõi đơn lại với nhau, tức là xoắn chúng lại với nhau một cách cơ học theo các thông số kỹ thuật hình học được xác định trước để giảm sự can thiệp lẫn nhau giữa các dây dẫn điện do ghép từ (magnetic coupling). Việc xoắn các lõi dây cáp điện lại với nhau đảm bảo rằng thành phẩm dây cáp có độ bền và độ linh hoạt cao về mặt cơ học.
Các phương pháp xoắn dây cáp điện
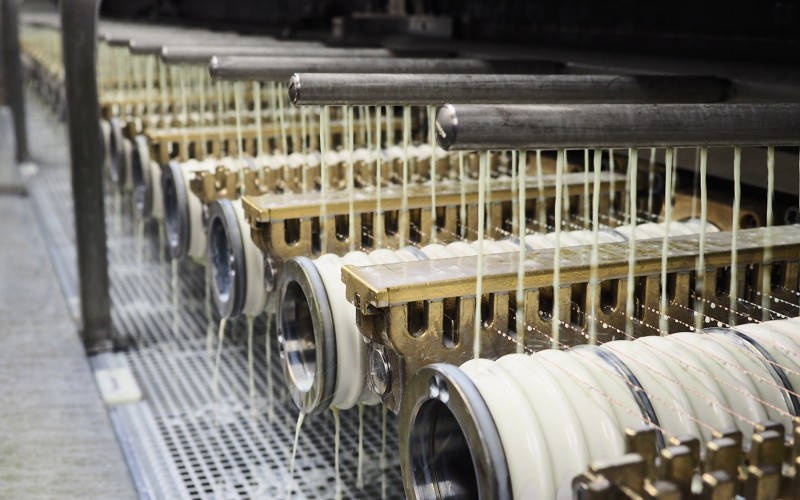
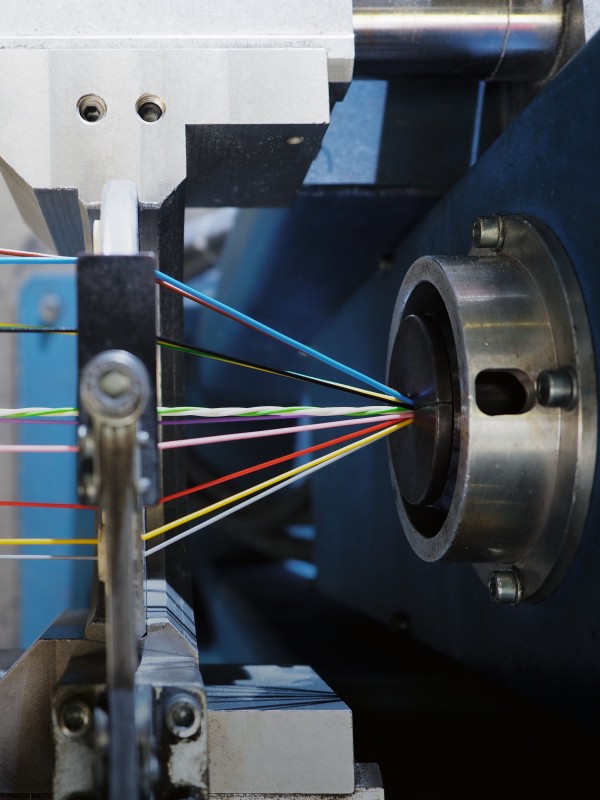
Trong thực tế, các lõi có thể được kết lại với nhau theo nhiều cách khác nhau, nhưng xoắn cặp là cách đơn giản nhất. Như tên gọi "Xoắn dây", điều này liên quan đến việc xoắn hai lõi đơn thành một cặp và thường được sử dụng trong cáp mạng hoặc cáp điện thoại. Các lõi đã được bện lại (stranded cores) sau đó có thể được xoắn lại với nhau. Bảy lõi bện dày bằng nhau có thể tạo thành một cấu trúc hình tròn đồng tâm; với số lượng cao hơn, các cặp được kết thành từng lớp. Đối với các loại dây cáp điện phải chịu ứng suất cơ học và chuyển động cao, chúng tôi thường buộc dây theo bó (bundle stranding). Điều này liên quan đến việc xoắn một số bó lõi đơn thành một bó chính và việc buộc thành từng bó khiến tất cả các lõi thay đổi bán kính bên trong và bên ngoài của chúng nhiều lần trong một khoảng cách cố định trong cáp bị uốn. Do đó, lực kéo và lực nén sẽ cân bằng lẫn nhau.
>>Tìm hiểu thêm: Có nên sử dụng dây cáp nhôm mạ đồng?
 và xoắn sơ bộ ngược dòng. (© HELUKABEL / Reimar Schuster)")
. (© HELUKABEL / Reimar Schuster)")
Lay length là gì?
Một biện pháp quan trọng trong quá trình bện dây là chiều dài lớp (Lay Length). Khái niệm này được định nghĩa là chiều dài của một lõi dây được bện khi nó quay hoàn toàn quanh trục của nó. Ví dụ, chiều dài nằm 70 mm (2,75 in) có nghĩa là mỗi dây dẫn tạo ra một vòng xoắn 360 độ quanh trục sợi cứ mỗi 70 mm. Chiều dài nằm càng ngắn, cáp càng linh hoạt. Chiều dài lớp cũng quyết định lượng vật liệu được sử dụng. Các lõi riêng lẻ phải dài hơn cáp thành phẩm vì quá trình bện làm rút ngắn cáp; chiều dài đẻ càng ngắn thì hệ số co càng cao.
Chia sẻ từ chuyên gia
Hỏi: Chào Ông Schmidt, tại sao vật liệu độn bổ sung được chèn vào giữa các ruột dẫn trong quá trình sản xuất cáp?
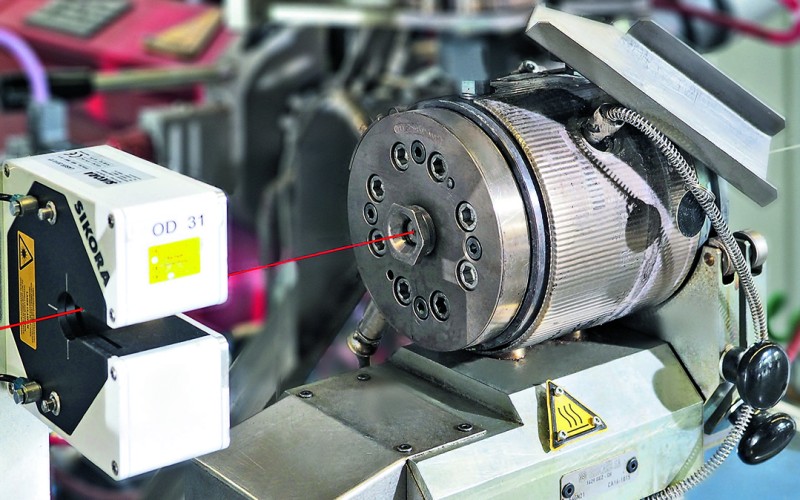
Trả lời: Vật liệu độn (filler materials) có một số chức năng: đầu tiên, chúng được sử dụng để định hình cáp, tức là làm cho nó tròn. Chúng cũng tăng tính ổn định bằng cách đảm bảo rằng tiết diện cáp không chứa bất kỳ lỗ hổng nào. Bộ đệm (the filler) có thể được đặt trực tiếp vào trung tâm của cáp hoặc xung quanh nó. Trước đây được gọi là chất độn lõi hoặc lõi (core filler). Chất độn không dẫn điện và thường được làm từ polypropylene.
Hỏi: Bện dây với phương pháp xoắn ngược có ý nghĩa gì?
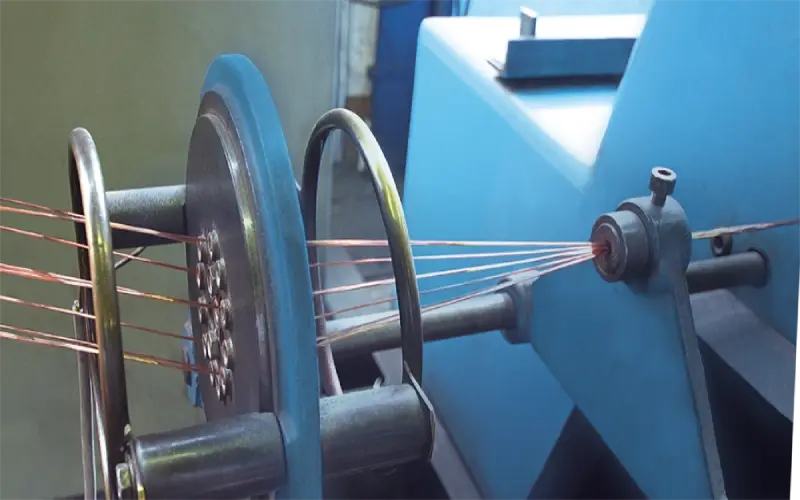
Trả lời: Để sản xuất một dây cáp điện chất lượng cao dùng cho ứng dụng di chuyển liên tục, ví dụ như: các ứng dụng kéo và thả (drag chain), ứng dụng cánh tay robot, cần dùng đến phương pháp xoắn ngược. Quá trình sản xuất dây cáp này sử dụng nhiều cuộn cáp đã bọc lớp cách điện trước đó, sau đó từng cuộn cáp được xả ra và chúng được bện lại với nhau cùng lúc theo phương pháp xoắn ngược bằng một máy bện chuyên dụng. Quá trình này giúp cho lực uốn bị triệt tiêu trong dây dẫn.
>>Xem thêm: HELUKABEL cung cấp các dòng dây single core và multicore nào?
 tại nhà máy Windsbach. (© Fotostudio Lichtblick)")